चीन फॅक्टरी एच बीम्स ASTM A36 A572 हॉट रोल्ड एच सेक्शन गॅल्वनाइज्ड एच स्टील बीम कॉलम स्टॉकमध्ये उपलब्ध





उत्पादन उत्पादन प्रक्रिया
प्रमाणित एच-बीमच्या उत्पादन प्रक्रियेमध्ये सामान्यतः खालील प्रमुख टप्प्यांचा समावेश असतो:
कच्च्या मालाची तयारी: एच-बीमसाठी लागणारा कच्चा माल सामान्यतः स्टीलचे बिलेट्स असतात. पुढील प्रक्रिया आणि आकार देण्यासाठी हे बिलेट्स स्वच्छ करून गरम केले जातात.
हॉट रोलिंग: पूर्व-तापवलेले बिलेट्स हॉट रोलिंग मिलमध्ये टाकले जातात. हॉट रोलिंग मिलमध्ये, बिलेट्स अनेक रोलर्समधून रोल केले जातात, ज्यामुळे हळूहळू एच-बीमचा आडवा आकार तयार होतो.
कोल्ड वर्किंग (ऐच्छिक): काही प्रकरणांमध्ये, एच-बीमची अचूकता आणि पृष्ठभागाची गुणवत्ता सुधारण्यासाठी, हॉट-रोल्ड एच-बीमवर कोल्ड रोलिंग आणि ड्रॉइंग यांसारखी कोल्ड वर्किंग प्रक्रिया देखील केली जाऊ शकते.
कटिंग आणि फिनिशिंग: रोलिंग आणि कोल्ड वर्किंगनंतर, ग्राहकाच्या गरजेनुसार विशिष्ट आकारमान आणि लांबी मिळवण्यासाठी एच-बीम कापले जातात आणि त्यांना फिनिशिंग दिले जाते.
पृष्ठभाग प्रक्रिया: पृष्ठभागाची गुणवत्ता आणि क्षरण प्रतिरोधकता सुनिश्चित करण्यासाठी एच-बीम स्वच्छ केले जातात आणि त्यावर गंज प्रतिबंधक प्रक्रिया केली जाते.
तपासणी आणि पॅकेजिंग: तयार झालेल्या एच-बीमची गुणवत्ता तपासणी केली जाते, ज्यामध्ये त्यांचे स्वरूप, मापातील अचूकता आणि यांत्रिक गुणधर्मांची तपासणी समाविष्ट असते. पात्र ठरल्यानंतर, त्यांना पॅक करून ग्राहकाकडे पाठवले जाते.

उत्पादनाचा आकार
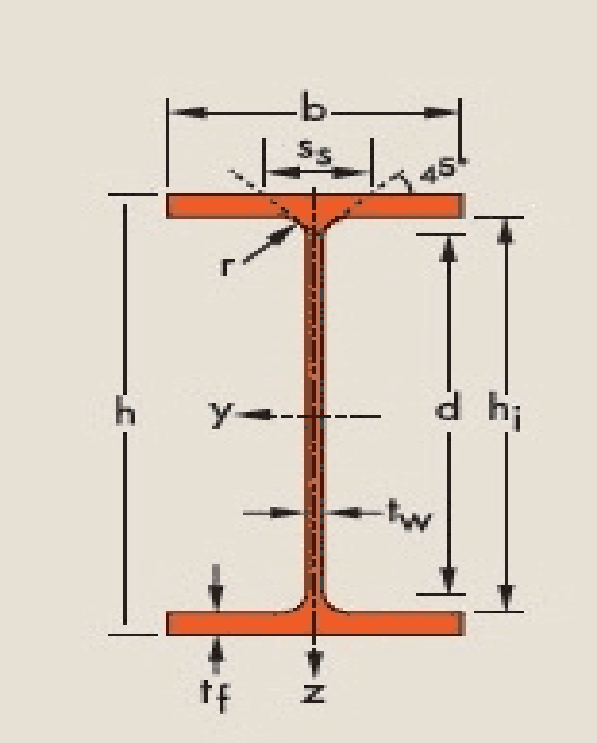
| पदनाम | Unt वजन किलो/मीटर) | मानक विभागीय परिमाण mm | विभागीय अमा (सेमी²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| एचई२८ | AA | ६१.३ | २६४.० | २८०.० | ७.० | १०.० | २४.० | ७८.०२ |
| A | ७६.४ | २७०.० | २८०.० | 80 | १३.० | २४.० | ९७.२६ | |
| B | १०३ | २८०.० | २८०.० | १०.५ | १८.० | २४.० | १३१.४ | |
| M | १८९ | ३१०.० | २८८.० | १८.५ | ३३.० | २४.० | २४०.२ | |
| एचई३०० | AA | ६९.८ | २८३.० | ३००.० | ७.५ | १०.५ | २७.० | ८८.९१ |
| A | ८८.३ | २००.० | ३००.० | 85 | १४.० | २७.० | ११२.५ | |
| B | ११७ | ३००.० | ३००.० | ११.० | १९.० | २७.० | १४९.१ | |
| M | २३८ | ३४०.० | ३१०.० | २१.० | ३९.० | २७.० | ३०३.१ | |
| HE320 | AA | ७४.३ | ३०१.० | ३००.० | 80 | ११.० | २७.० | ९४.५८ |
| A | ९७.७ | ३१०.० | ३००.० | ९.० | १५.५ | २७.० | १२४.४ | |
| B | १२७ | ३२०.० | ३००.० | ११.५ | २०.५ | २७.० | १६१.३ | |
| M | २४५ | ३५९.० | ३०९.० | २१.० | ४०.० | २७.० | ३१२.० | |
| एचई३४० | AA | ७८.९ | ३२०.० | ३००.० | 85 | ११.५ | २७.० | १००.५ |
| A | १०५ | ३३०.० | ३००.० | ९.५ | १६.५ | २७.० | १३३.५ | |
| B | १३४ | ३४०.० | ३००.० | १२.० | २१.५ | २७.० | १७०.९ | |
| M | २४८ | ३७७.० | ३०९.० | २१.० | ४०.० | २७.० | ३१५.८ | |
| एचई३६० | AA | ८३.७ | ३३९.० | ३००.० | ९.० | टी२.० | २७.० | १०६.६ |
| A | ११२ | ३५०.० | ३००.० | १०.० | १७.५ | २७.० | १४२.८ | |
| B | १४२ | ३६०.० | ३००.० | १२.५ | २२.५ | २७.० | १८०.६ | |
| M | २५० | ३९५.० | ३०८.० | २१.० | ४०.० | २७.० | ३१८.८ | |
| एचई४०० | AA | ९२.४ | ३७८० | ३००.० | ९.५ | १३.० | २७.० | ११७.७ |
| A | १२५ | ३९०.० | ३००.० | ११.० | १९.० | २७.० | १५९.० | |
| B | १५५ | ४००.० | ३००.० | १३.५ | २४.० | २७.० | १९७.८ | |
| M | २५६ | ४३२० | ३०७.० | २१.० | ४०.० | २७.० | ३२५.८ | |
| एचई४५० | AA | ९९.८ | ४२५.० | ३००.० | १०.० | १३.५ | २७.० | १२७.१ |
| A | १४० | ४४०.० | ३००.० | ११.५ | २१.० | २७.० | १७८.० | |
| B | १७१ | ४५०.० | ३००.० | १४.० | २६.० | २७.० | २१८.० | |
| M | २६३ | ४७८० | ३०७.० | २१.० | ४०.० | २७.० | ३३५.४ | |
| पदनाम | युनिट वजन किलो/मीटर) | स्टँडर्ड सेक्शनल डायमर्शन (मिमी) | विभाग अ क्षेत्र (सेमी²) | |||||
| W | H | B | 1 | 2 | r | ए | ||
| एचई५० | AA | १०७ | ४७२.० | ३००.० | १०.५ | १४.० | २७.० | १३६.९ |
| A | १५५ | ४९०.० | ३००.० | टी२.० | २३.० | २७.० | १९७.५ | |
| B | १८७ | ५००.० | ३००.० | १४.५ | २८.० | २७.० | २३८.६ | |
| M | २७० | ५२४.० | ३०६.० | २१.० | ४०.० | २७.० | ३४४.३ | |
| एचई५५० | AA | टी२० | ५२२.० | ३००.० | ११.५ | १५.० | २७.० | १५२.८ |
| A | १६६ | ५४०.० | ३००.० | टी२.५ | २४.० | २७.० | २११.८ | |
| B | १९९ | ५५०.० | ३००.० | १५.० | २९.० | २७.० | २५४.१ | |
| M | २७८ | ५७२.० | ३०६.० | २१.० | ४०.० | २७.० | ३५४.४ | |
| एचई६० | AA | टी२९ | ५७१.० | ३००.० | टी२.० | १५.५ | २७.० | १६४.१ |
| A | १७८ | ५००.० | ३००.० | १३.० | २५.० | २७.० | २२६.५ | |
| B | २१२ | ६००.० | ३००.० | १५.५ | ३०.० | २७.० | २७०.० | |
| M | २८६ | ६२०.० | ३०५.० | २१.० | ४०.० | २७.० | ३६३.७ | |
| एचई६५० | AA | १३८ | ६२०.० | ३००.० | टी२.५ | १६.० | २७.० | १७५.८ |
| A | १९० | ६४०.० | ३००.० | टी३.५ | २६.० | २७.० | २४१.६ | |
| B | २२५ | ६६०.० | ३००.० | १६.० | ३१.० | २७.० | २८६.३ | |
| M | २९३ | ६६८.० | ३०५.० | २१.० | ४०.० | २७.० | ३७३.७ | |
| एचई७०० | AA | १५० | ६७०.० | ३००.० | १३.० | १७.० | २७.० | १९०.९ |
| A | २०४ | ६००.० | ३००.० | १४.५ | २७.० | २७.० | २६०.५ | |
| B | २४१ | ७००.० | ३००.० | १७.० | ३२.० | २७.० | ३०६.४ | |
| M | ३०१ | ७१६.० | ३०४.० | २१.० | ४०.० | २७.० | ३८३.० | |
| एचई८०० | AA | १७२ | ७७०.० | ३००.० | १४.० | १८.० | ३०.० | २१८.५ |
| A | २२४ | ७९०.० | ३००.० | १५.० | २८.० | ३०.० | २८५.८ | |
| B | २६२ | ८००.० | ३००.० | १७.५ | ३३.० | ३०.० | ३३४.२ | |
| M | ३१७ | ८१४.० | ३०३.० | २१.० | ४०.० | ३०.० | ४०४.३ | |
| एचई८०० | AA | १९८ | ८७०.० | ३००.० | १५.० | २०.० | ३०.० | २५२.२ |
| A | २५२ | ८००.० | ३००.० | १६.० | ३०.० | ३०.० | ३२०.५ | |
| B | २९१ | ९००.० | ३००.० | १८.५ | ३५.० | ३०.० | ३७१.३ | |
| M | ३३३ | ९१०.० | ३०२.० | २१.० | ४०.० | ३०.० | ४२३.६ | |
| एचईबी१००० | AA | २२२ | ९७०.० | ३००.० | १६.० | २१.० | ३०.० | २८२.२ |
| A | २७२ | ०.० | ३००.० | १६.५ | ३१.० | ३०.० | ३४६.८ | |
| B | ३१४ | १०००.० | ३००.० | १९.० | ३६.० | ३०.० | ४००.० | |
| M | ३४९ | १००८ | ३०२.० | २१.० | ४०.० | ३०.० | ४४४.२ | |
Eएनएच-आकाराचे स्टील
श्रेणी: EN10034:1997 EN10163-3:२००४
विनिर्देश: एचईए एचईबी आणि एचईएम
मानक: EN
वैशिष्ट्ये
रुंद फ्लॅन्जेस: वरचे आणि खालचे भागएच-बीम(ज्यांना "फ्लॅन्जेस" म्हणतात) खूप रुंद असतात आणि त्यांचे आतील व बाहेरील पृष्ठभाग सामान्यतः समांतर असतात. यामुळे त्यांना त्यांच्या रुंदीभर उच्च सेक्शन मॉड्युलस आणि मोमेंट ऑफ इनर्शिया मिळतो, परिणामी त्यांना वाकण्याला विलक्षण प्रतिकारशक्ती मिळते.
इष्टतम सामग्री वितरण: सामग्री न्यूट्रल अक्षापासून दूर, फ्लँजेसच्या दिशेने अधिक केंद्रित केलेली असते. ही रचना मजबुती टिकवून ठेवताना सामग्रीचा इष्टतम वापर करते, ज्यामुळे समान वजनाच्या पारंपरिक आय-बीमपेक्षा जास्त भार-वहन कार्यक्षमता मिळते.
उच्च भार सहन करण्याची क्षमता: त्यांच्या अनुकूलित क्रॉस-सेक्शनमुळे, एच-बीम लक्षणीय उभ्या भारांना आणि बेंडिंग मोमेंट्सना तोंड देऊ शकतात, ज्यामुळे ते बीम आणि कॉलम म्हणून वापरण्यासाठी आदर्श ठरतात.
उत्कृष्ट स्थिरता: रुंद फ्लँजेस वर्धित स्थिरता प्रदान करतात, विशेषतः जेव्हा ते दाब सहन करणारे घटक (जसे की स्तंभ) म्हणून वापरले जातात, ज्यामुळे पारंपारिक आय-बीमच्या तुलनेत पार्श्वीय वाकणे आणि पीळ यांना त्यांचा प्रतिकार लक्षणीयरीत्या सुधारतो.
उत्पादन तपासणी
एच-बीमतपासणीच्या आवश्यकतांमध्ये प्रामुख्याने खालील बाबींचा समावेश आहे:
देखाव्याची गुणवत्ताएच-बीमची बाह्य गुणवत्ता संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असावी. पृष्ठभाग गुळगुळीत आणि सपाट असावा, तसेच त्यावर दंत, ओरखडे आणि गंज यांसारखे स्पष्ट दोष नसावेत.
परिमाणेएच-बीमची लांबी, रुंदी, उंची, वेबची जाडी आणि फ्लॅंजची जाडी संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असावी.
वाकाएच-बीमचा वाकणे संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असावा. हे एच-बीमच्या टोकांची समांतरता मोजून किंवा बेंड गेज वापरून निश्चित केले जाऊ शकते.
ट्विस्टएच-बीमचा वाकणे संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असावा. हे एच-बीमच्या बाजूंची लंबता मोजून किंवा टॉर्शन गेज वापरून निश्चित केले जाऊ शकते.
वजन विचलनएच-बीमचे वजन संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असले पाहिजे. हे वजन करून निश्चित केले जाऊ शकते.
रासायनिक रचनाजर एच-बीमला वेल्डिंग किंवा इतर प्रक्रियेची आवश्यकता असेल, तर त्यांची रासायनिक रचना संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असावी.
यांत्रिक गुणधर्मएच-बीमचे यांत्रिक गुणधर्म, जसे की तन्यता शक्ती, परावर्तन बिंदू आणि प्रसरण, हे संबंधित मानके आणि ऑर्डरच्या आवश्यकतांनुसार असणे आवश्यक आहे. अविनाशी चाचणी: जर एच-बीमची अविनाशी चाचणी आवश्यक असेल, तर त्यांची अंगभूत गुणवत्ता सुनिश्चित करण्यासाठी ती संबंधित मानके आणि ऑर्डरच्या विनिर्देशांनुसार केली पाहिजे.
पॅकेजिंग आणि मार्किंगवाहतूक आणि साठवणूक सुलभ होण्यासाठी, एच-बीमचे पॅकेजिंग आणि मार्किंग संबंधित मानके आणि ऑर्डरच्या तपशीलांनुसार असावे.
आम्ही ASTM W14x82 बीम, ASTM W30x132 बीम, ASTM W30x132 बीम पुरवतो आणि सपोर्ट देखील देतो.कस्टम W8x40 एच बीम, कस्टम W16x89 एच बीम.
थोडक्यात, एच-बीमची तपासणी करताना, त्यांची गुणवत्ता संबंधित मानके आणि ऑर्डरच्या विनिर्देशांची पूर्तता करते याची खात्री करण्यासाठी, वरील आवश्यकतांचा पूर्णपणे विचार केला पाहिजे, जेणेकरून वापरकर्त्यांना सर्वोच्च दर्जाची एच-बीम उत्पादने मिळतील.

उत्पादन अर्ज
बाह्य मानकएच आकाराचे स्टीलबांधकाम आणि अभियांत्रिकी क्षेत्रांमध्ये यांचा मोठ्या प्रमाणावर वापर केला जातो, ज्यामध्ये खालील बाबींचा समावेश आहे, परंतु त्यापुरतेच मर्यादित नाही:
संरचनात्मक अभियांत्रिकी, पूल अभियांत्रिकी, यंत्रसामग्री उत्पादन, जहाजबांधणी, पोलादी संरचना बांधकाम,

पॅकेजिंग आणि शिपिंग
बाहेरून चिन्हित केलेल्या एच-बीमचे पॅकेजिंग आणि वाहतूक सामान्यतः खालील टप्प्यांनुसार केली जाते:
पॅकेजिंगएच-बीमच्या पृष्ठभागाचे नुकसान होण्यापासून संरक्षण करण्यासाठी, सामान्यतः ग्राहकांच्या निर्देशानुसार त्यांचे पॅकेजिंग केले जाते. सामान्य पॅकेजिंग पद्धतींमध्ये बेअर पॅकेजिंग, लाकडी पॅलेट पॅकेजिंग आणि प्लास्टिक पॅकेजिंग यांचा समावेश होतो. पॅकेजिंग दरम्यान एच-बीमवर ओरखडे किंवा गंज लागणार नाही याची खात्री करा.
लेबलिंगसहज ओळख आणि व्यवस्थापनासाठी, पॅकेजिंगवर मॉडेल, वैशिष्ट्ये आणि संख्या यांसारखी उत्पादनाची माहिती स्पष्टपणे लिहा.
लोडिंगलोडिंग आणि वाहतुकीदरम्यान, पॅक केलेल्या एच-बीमना टक्कर किंवा दाब बसणार नाही याची खात्री करा, जेणेकरून त्यांचे नुकसान होणार नाही.
वाहतूकग्राहकांच्या गरजा आणि कापायचे अंतर यानुसार, ट्रक किंवा रेल्वे यांसारख्या योग्य वाहतूक पद्धतींची निवड करा.
माल उतरवणेगंतव्यस्थानी पोहोचल्यावर, एच-बीमचे नुकसान होऊ नये म्हणून काळजीपूर्वक माल उतरवा.
साठवणूक: ओलावा आणि इतर प्रतिकूल परिणाम टाळण्यासाठी एच-बीम कोरड्या, हवेशीर गोदामात साठवा.

कंपनीची ताकद

वारंवार विचारले जाणारे प्रश्न
मी तुमच्याकडून दरपत्रक कसे मिळवू शकेन?
तुम्ही आम्हाला संदेश पाठवू शकता आणि आम्ही प्रत्येक संदेशाला वेळेवर उत्तर देऊ.
२. तुम्ही माल वेळेवर पोहोचवाल का?
होय, आम्ही सर्वोत्तम दर्जाची उत्पादने आणि वेळेवर वितरण करण्याचे वचन देतो. प्रामाणिकपणा हे आमच्या कंपनीचे तत्व आहे.
३. ऑर्डर करण्यापूर्वी मला नमुने मिळू शकतील का?
हो, नक्कीच. सहसा आमचे नमुने विनामूल्य असतात, आम्ही तुमच्या नमुन्यांनुसार किंवा तांत्रिक रेखाचित्रांनुसार उत्पादन करू शकतो.
४. तुमच्या पेमेंटच्या अटी काय आहेत?
आमची नेहमीची पेमेंटची अट ३०% अनामत रक्कम आणि उर्वरित रक्कम बी/एल (B/L) मिळाल्यावर देणे अशी आहे. EXW, FOB, CFR, CIF.
५. तुम्ही त्रयस्थ पक्षाकडून होणारी तपासणी स्वीकारता का?
हो, आम्ही नक्कीच स्वीकारतो.
६. आम्ही तुमच्या कंपनीवर विश्वास कसा ठेवू शकतो?
आम्ही अनेक वर्षांपासून गोल्डन सप्लायर म्हणून स्टील व्यवसायात विशेषज्ञ आहोत, आमचे मुख्यालय तियानजिन प्रांतात आहे. कोणत्याही प्रकारे, सर्वतोपरी चौकशी करण्यासाठी आपले स्वागत आहे.
उत्पादन श्रेणी
-

चांगल्या किमतीत डब्ल्यू बीम/युनिव्हर्सल बीम/आय बीम युरोप...
-

अनुकूल किंमत आणि चांगल्या दर्जाचा चीनी पुरवठा...
-

घाऊक दरात एच-आकाराचा प्रीफॅब्रिकेटेड स्टील बीम...
-

Ub 914*419*388 UC 356*406*393 Hea Heb Hem 150 H...
-

EN 10025 S355JR H बीम | HEA HEB युरोपियन स्टँड...
-

EN 10025 S500 H बीम | HEA HEB युरोपियन स्टँडर...